前回からの続き
ということで、私はガントチャートに代わる進捗管理方法を試そうとしている。
従来の工数見積りには高い安全率(サバ)が読まれており、このためか平気で並列の作業計画を入れられてしまう。しかしこのサバを逆に利用し、低い安全率だが一人の作業が並列にならない作業計画を立ててみる。
CCPM(クリティカルチェーン・プロジェクトマネジメント)で言うところの制約条件を人に置き換えてみるわけである。
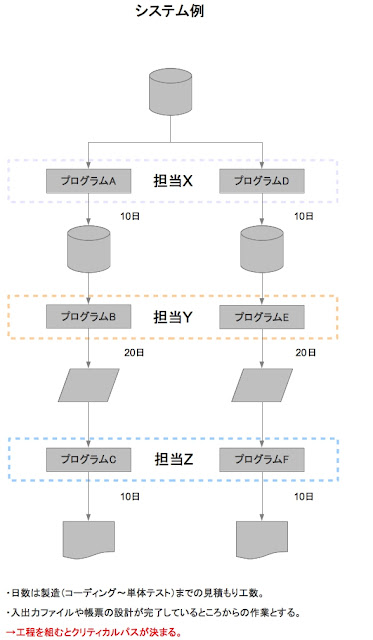
例えば次のようなシステム開発計画があったとする。




ということで、私はガントチャートに代わる進捗管理方法を試そうとしている。
従来の工数見積りには高い安全率(サバ)が読まれており、このためか平気で並列の作業計画を入れられてしまう。しかしこのサバを逆に利用し、低い安全率だが一人の作業が並列にならない作業計画を立ててみる。
CCPM(クリティカルチェーン・プロジェクトマネジメント)で言うところの制約条件を人に置き換えてみるわけである。
例えば次のようなシステム開発計画があったとする。

プログラムは6本あり入出力設計が終わっているところからヨーイドンで製造に入るとする。この時のPERTを次の図としてみた。

確かに入出力設計が終わっていたら全プログラムは一斉にスタート出来そうだ。
しかし帳票出力系はデータの抽出・加工が肝となる。業務ノウハウもここに集中する。なのでそのプログラムの工程に気を配ったPERTにしてみる。

このように工程の順番に気を配ってみても見えない制約条件がある。日程表にしてみればすぐわかる。

担当者の作業が並行しているのである。
これを次のように変えてみた。

担当者が同時に複数のプログラムを抱えない日程表となった。しかし工程は見積もり工数の1/2としている。見積もりに含まれていたサバを製造バッファとして集約したからである。テスト工程にもテストバッファを入れた。
これだと何の問題も無く順調に進んでいる時はいいが問題が発生するとすぐバッファを食い潰すはずだ。このバッファ消費率を進捗管理に使うのがCCPMの手法とのこと。
コメント
コメントを投稿